射出成形とは
射出成形(しゃしゅつせいけい/Injection Molding)とは、加熱して溶かしたプラスチック樹脂を金型内に高圧で射出(注入)し、冷却・固化させて製品を成形する加工方法です。熱可塑性樹脂を中心に、同じ金型で数千〜数百万個の同一製品を安定して量産できることから、プラスチック加工のなかで最も広く利用されています。
食品容器や化粧品のキャップ、自動車部品、家電製品のカバー、医療機器のハウジングやコネクタなど、私たちの身の回りにあるプラスチック製品の多くが射出成形で作られています。金型を用意すれば複雑な三次元形状でも一体成形でき、寸法精度と生産効率を両立できる点が最大の強みです。
射出成形の仕組みと原理
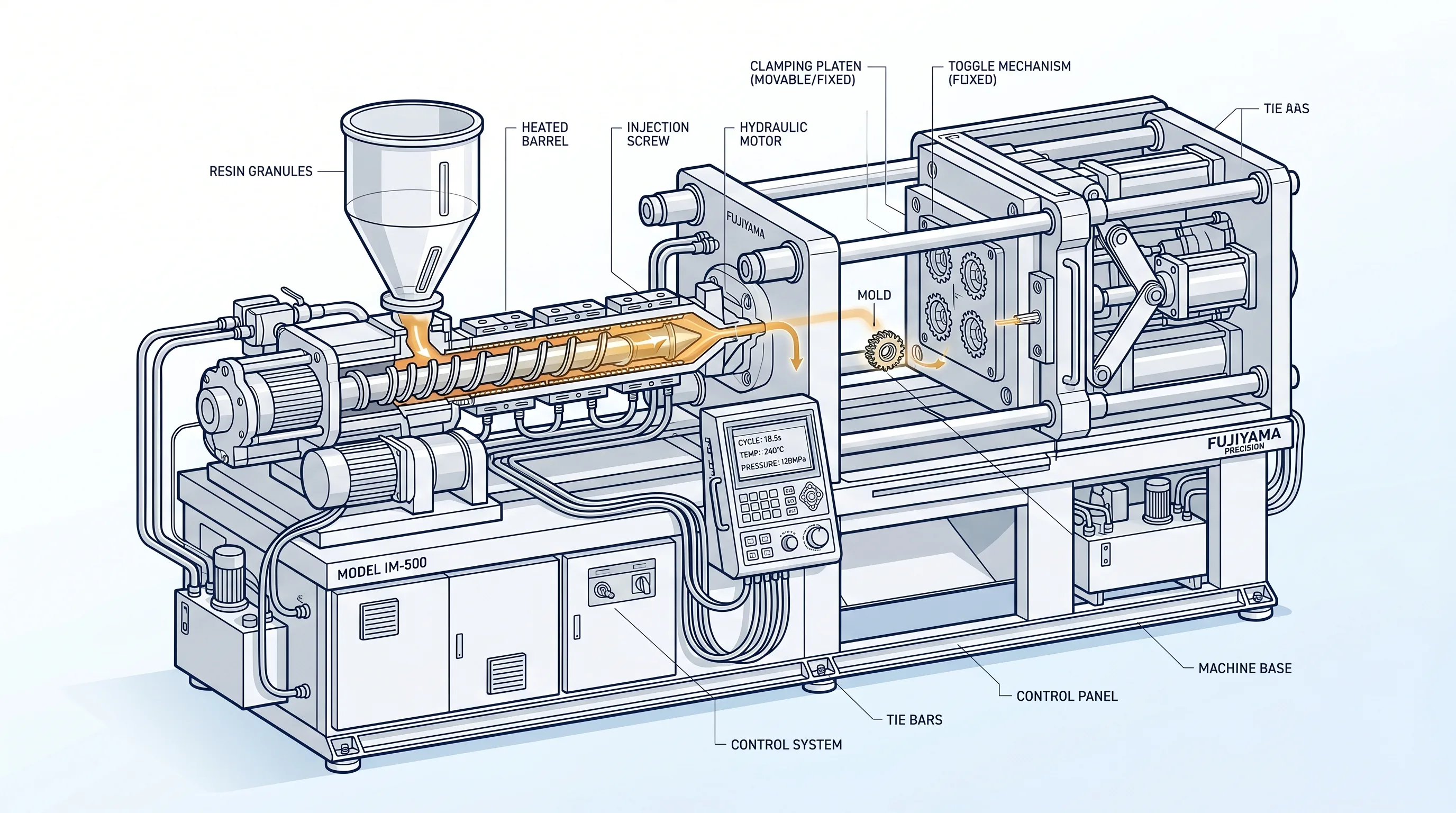
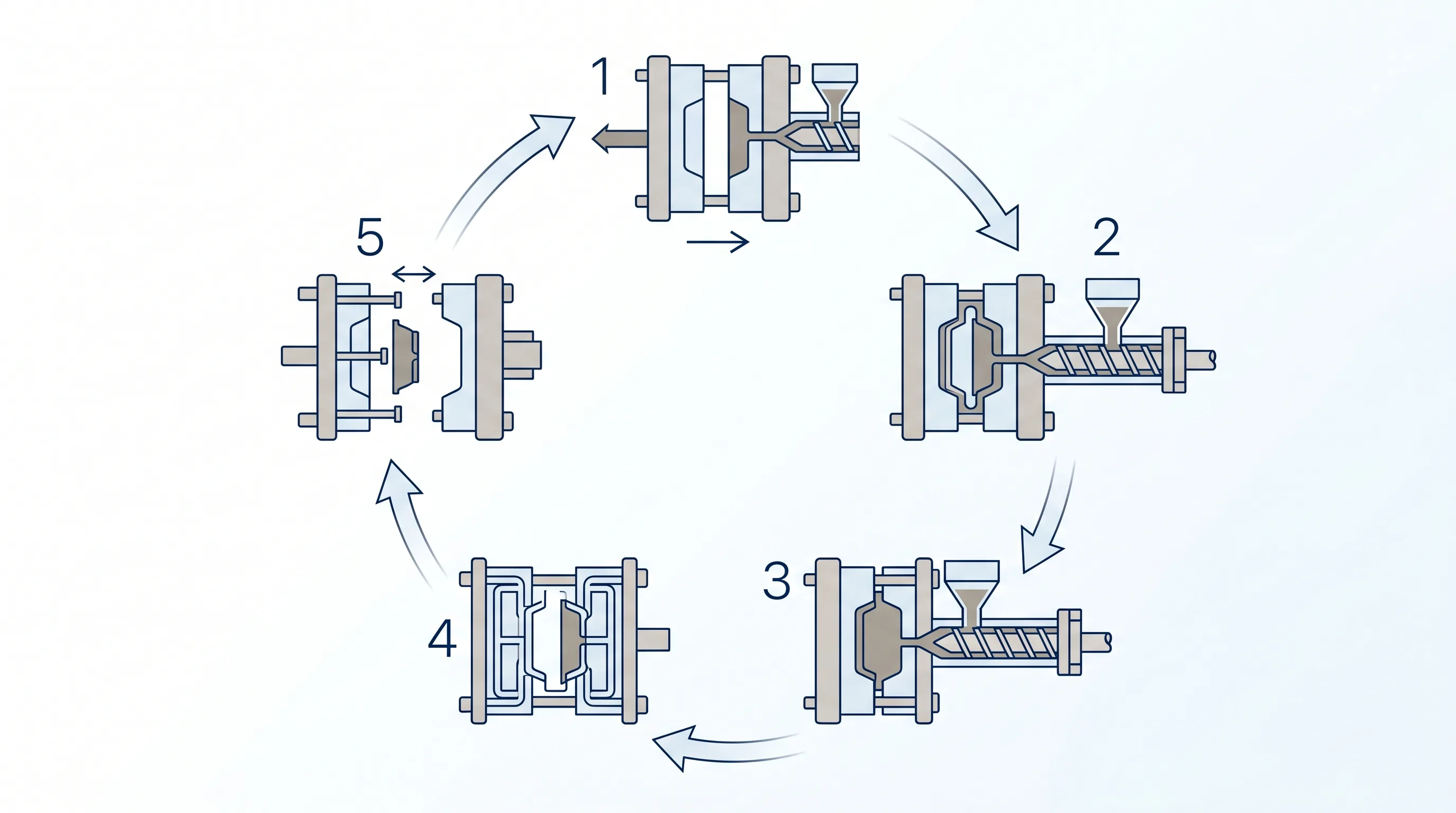
射出成形機は「可塑化装置」と「型締装置」の2つで構成されます。基本的な成形サイクルは以下の5段階で進行し、これらを繰り返します。
-
01
型締め
可動側と固定側の金型を閉じ、所定の型締力で保持します。
-
02
射出・充填
溶融樹脂をスクリューで押し出し、金型のキャビティ内に高圧で充填します。
-
03
保圧
充填後も一定の圧力を掛け続け、冷却による収縮分を補充してヒケやボイドを防ぎます。
-
04
冷却・固化
金型内の冷却水路で樹脂温度を下げ、製品形状を安定させます。冷却時間はサイクルタイムの大部分を占めるため、冷却設計が生産効率に直結します。
-
05
型開き・取り出し
金型を開き、エジェクタピンなどで成形品を突き出して取り出します。自動取り出し機を使う場合は、ここで次のサイクルへ連続的に移行します。
この一連のサイクルは樹脂や製品サイズにもよりますが、数十秒で1回転します。金型と条件が安定すれば、24時間連続で同一品質の製品を生産し続けることが可能です。
製品化までの基本工程
射出成形で製品を量産するまでには、成形機を動かす前後にいくつかの重要な工程があります。
製品設計・DFM
射出成形に適した設計(DFM: Design for Manufacturability)が品質とコストの土台になります。お客様からいただいた製品図面や3Dデータを確認し、肉厚の均一化、抜き勾配の確保、ゲート位置の選定、パーティングラインの設定などをお客様と相談しながら金型設計前に検討します。設計が不十分なまま金型を製作すると、射出工程でサイクルが長くなってしまったり、製品が変形したりといった問題が発生する可能性があります。
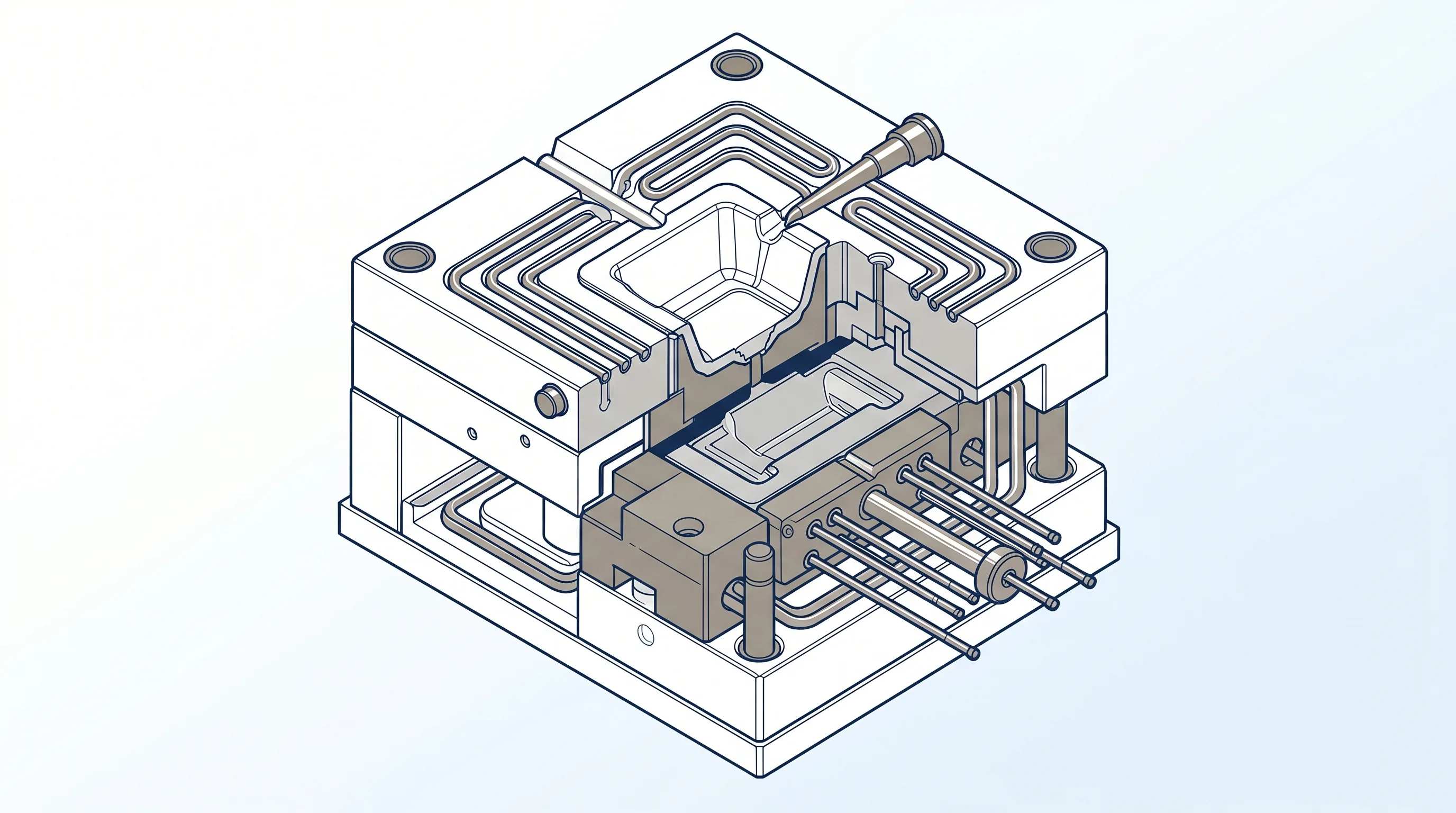
金型設計・製作
製品の3Dデータをもとに金型を設計・製作します。金型は「キャビティ(固定)側」と「コア(可動)側」で構成され、ランナー・ゲート・冷却水路・エジェクタ機構などが組み込まれます。金型の精度と耐久性が、成形品の品質と金型寿命を左右します。株式会社三幸は金型設計・製作を自社で行っているため、金型と成形の両面から最適な金型を提供できます。
トライ・条件出し
完成した金型を成形機に取り付け、初回トライ(T0)を実施します。樹脂温度・金型温度・射出速度・保圧・冷却時間などのパラメータを調整し、寸法・外観・強度が規格を満たす条件を確立します。
量産・検査
条件が安定したら量産に移行します。初品検査・抜き取り検査・出荷検査を工程内に組み込み、寸法と外観の品質を維持します。生産ロットごとに成形条件と検査記録を紐づけ、トレーサビリティを確保することが重要です。
射出成形で使われる主な樹脂材料
射出成形では、用途・要求性能・コストに応じて多種多様な熱可塑性樹脂が使用されます。樹脂は大きく3つに分類されます。
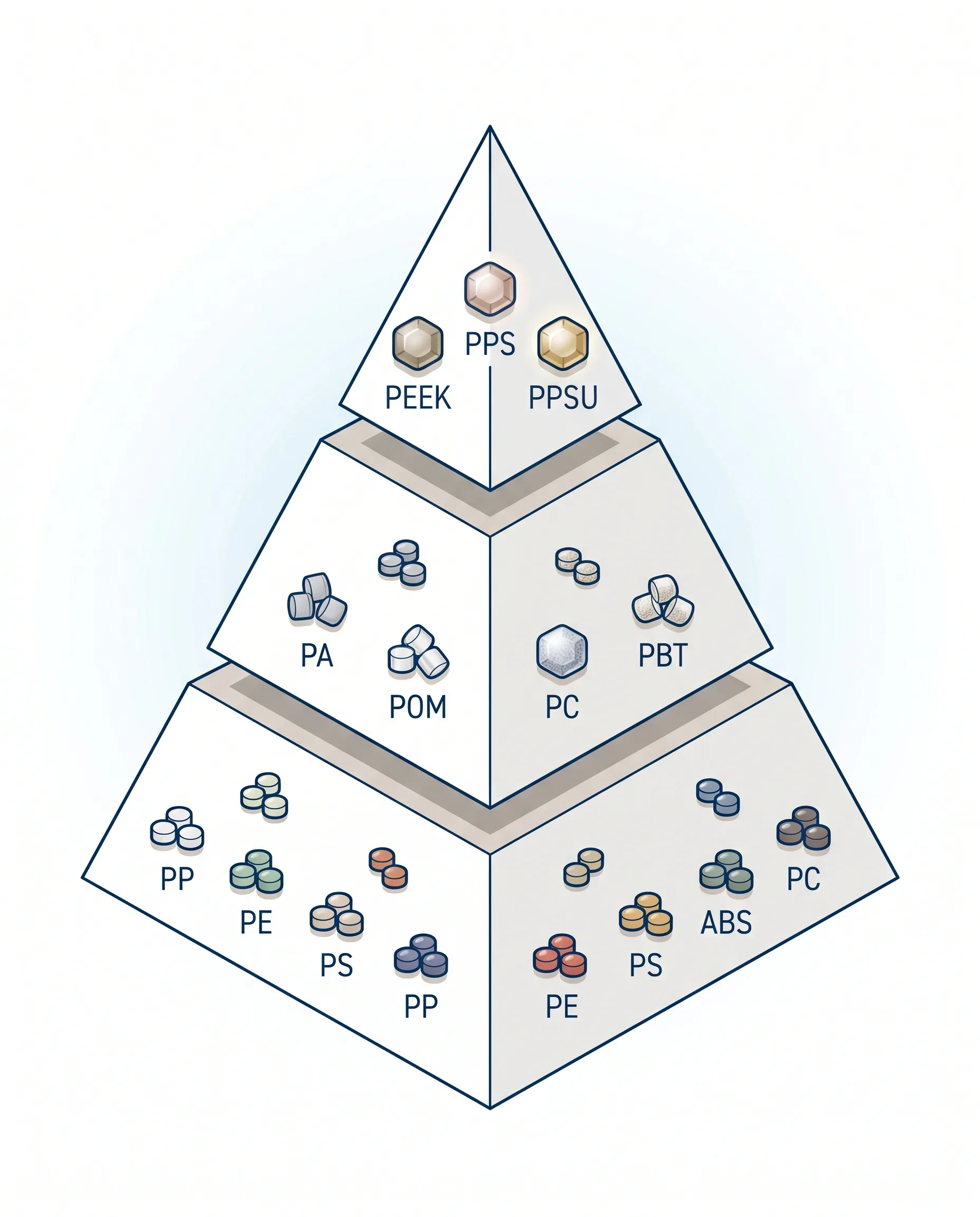
汎用プラスチック
コストが低く、流動性や成形性に優れるため、大量消費される日用品や包装材に多用されます。
- PP(ポリプロピレン) — 軽量・耐薬品性。食品容器、自動車内装、家電部品
- PE(ポリエチレン) — 柔軟性と耐薬品性。キャップ、ボトル、パイプ類
- ABS — 耐衝撃性・剛性・外観バランス。家電筐体、自動車部品
- PS(ポリスチレン) — 透明性が高く安価。食品容器
- PMMA(アクリル) — 光学的透明性。レンズ、ディスプレイカバー
エンジニアリングプラスチック
耐熱性・機械強度に優れ、金属部品の樹脂化や機構部品に多く使われます。
- PA(ナイロン) — 耐摩耗性・靭性。ギア、ベアリング、エンジン周辺
- POM(ポリアセタール) — 耐疲労性・摺動性。精密ギア、バネ部品
- PC(ポリカーボネート) — 耐衝撃性・透明性。ヘッドランプ、医療機器
- PBT — 電気特性・耐薬品性。コネクタ、スイッチ、電装部品
スーパーエンプラ
150 ℃以上の連続使用に耐え、過酷な環境下で金属代替として使われる高機能樹脂です。
- PPS — 耐熱・耐薬品・寸法安定性。エンジン周辺、電子基板
- PEEK — 最高水準の耐熱性・機械強度。航空宇宙、半導体、医療
- PPSU — 耐熱・耐衝撃・耐加水分解性。蒸気滅菌が必要な医療機器
三幸では ABS・PP・PA・POM をはじめとする幅広い樹脂に対応しています。材質選定のご相談も承りますので、図面段階からお気軽にお問い合わせください。
射出成形で作られる代表的な製品
-
自動車
インパネ、ドアトリム、バンパー、エンジンカバー、コネクタハウジング、ランプレンズ
-
家電・電子機器
リモコンケース、テレビフレーム、スマートフォン内部構造、コネクタ、スイッチ類
-
医療機器
シリンジ(注射器)、吸入器ハウジング、検査チップ、手術器具のハンドル
-
日用品・雑貨
歯ブラシ、ペットボトルキャップ、収納ケース、文房具
-
産業機器
配管バルブ、ポンプインペラ、装置筐体、保全パーツ
-
食品容器
調味料のキャップ、ゼリー飲料などのスパウト
射出成形のメリット
大量生産に適した高い生産効率
1サイクル数十秒で成形品が生産され、24時間連続運転が可能です。多数個取りの金型で1回の成形で複数個を同時成形することにより、製品1個あたりの単価を大幅に下げられます。
複雑な形状を一体成形
アンダーカット形状(金型を単純に開くだけでは抜けない形状)や薄肉リブ、ボス、スナップフィットなどを金型設計で実現し、一体成形できます。組立工数の削減にもつながります。
高い寸法精度と再現性
金型と成形条件が安定すれば、高精度・高品質の成形品を連続して生産できます。ロット間のばらつきが少なく、品質保証が容易です。
材料選択の幅広さ
汎用樹脂からスーパーエンプラまで、用途に応じた樹脂選択が可能。ガラス繊維強化や難燃・抗菌などの機能付与も選べます。
後加工が少ない
ゲートの種類によっては、後加工不要でそのまま製品として使えるケースが多く、追加の機械加工が不要です。着色も樹脂段階で行えるため、塗装レスで仕上げられます。
射出成形のデメリットと注意点
金型の初期費用が高い
金型製作には数十万〜数百万円の初期投資が必要です。生産数量が少ない場合、切削加工や3Dプリントのほうが有利になることがあります。ただし、金型材質や型構造の最適化でコストを抑える方法もあります。
リードタイムがかかる
金型の設計・製作に通常4〜12週間程度かかります。製品設計の変更が生じると金型の修正も必要になり、さらに時間とコストが発生します。
設計変更の自由度が低い
金型完成後の大幅な形状変更は、金型の再製作や大規模修正を伴います。試作段階で3Dプリントや切削試作、1ケ取りの試作金型を活用し、形状を十分に検証してから金型製作に進むことが推奨されます。また、当初より変更の可能性がある箇所については、入子にするなどしておけば、決して自由度は低くありません。
成形不良のリスク
反り、ヒケ、バリ、ウェルドラインなどの不良は、金型設計・樹脂選定・成形条件のいずれかに起因します。三幸では金型と成形条件の両面からトラブルを解析し、根本原因の解決を行います。
他の加工方法との比較
プラスチック製品を製造する方法は射出成形だけではありません。製品の形状・数量・要求精度に応じて最適な工法を選ぶことが重要です。
| 比較項目 | 射出成形 | 切削加工 | 3Dプリント | ブロー成形 |
|---|---|---|---|---|
| 適正ロット | 数百〜数百万個 | 1〜数十個 | 1〜数百個 | 数千〜数十万個 |
| 形状自由度 | 高い(金型設計次第) | 中程度 | 非常に高い | 中空形状に限定 |
| 寸法精度 | ±0.05 mm 〜 | ±0.01 mm 〜 | ±0.1 mm 〜 | ±0.5 mm 〜 |
| 初期費用 | 高い(金型製作) | 低い | 低い | 高い(金型製作) |
| 個単価(量産時) | 非常に安い | 高い | 高い | 安い |
| リードタイム | 金型製作に4〜12週 | 数日〜 | 数時間〜 | 金型製作に数週 |
数百個以上の量産で寸法精度と外観品質が求められる場合は射出成形が最もコストパフォーマンスに優れます。三幸では数十〜数千個の小ロット射出成形にも対応しています。
品質を左右する成形条件
射出成形の品質は「金型」「樹脂」「成形条件」の3要素で決まります。なかでも成形条件のパラメータ設定は、同じ金型・同じ樹脂でも品質を大きく変える要因です。
樹脂温度(シリンダ温度)
樹脂を溶融させるための温度設定。低すぎるとショートショットやフローマーク、高すぎると熱分解でガス焼けや変色が発生します。
金型温度
冷却水路を通じて制御する温度。高いと外観向上・結晶化促進、低いとサイクルタイム短縮。結晶性樹脂では強度にも影響する重要パラメータです。
射出速度・射出圧力
速すぎるとバリやジェッティング、遅すぎるとウェルドラインやショートの原因に。薄肉製品では高速、厚肉製品では低速・多段制御が有効です。
保圧・保圧時間
充填後にかける圧力とその持続時間。不足でヒケやボイド、過剰でバリや離型不良。ゲート部の樹脂が固まる(ゲートシールする)までの保圧保持が基本です。
冷却時間
サイクルタイムの50〜70%を占めることも。冷却不十分だと離型時に変形、過剰だと生産効率が低下。冷却水路の設計最適化が生産性向上の鍵です。
よくある成形不良と対策
射出成形では、金型・樹脂・条件のバランスが崩れるとさまざまな不良が発生します。代表的な不良現象と主な対策を紹介します。
| 不良現象 | 概要 | 主な対策 |
|---|---|---|
| ヒケ(Sink Mark) | 肉厚部やリブ裏に凹みが生じる | 保圧の増加、肉厚の均一化、ゲート位置の見直し |
| 反り(Warpage) | 成形品が設計形状から歪む | 金型温度の均一化、冷却バランスの改善、ゲート配置の最適化 |
| バリ(Flash) | パーティングラインに樹脂がはみ出す | 型締力の確認、金型合わせ面の研磨、射出圧力の調整 |
| ショートショット | キャビティに樹脂が完全に充填されない | 射出圧力・速度の増加、樹脂温度の上昇、ガスベントの追加 |
| ウェルドライン | 樹脂の合流部に線状の痕跡が残る | 樹脂温度・金型温度の上昇、ゲート位置の変更 |
| フローマーク | 樹脂流動の痕跡が波状に残る | 射出速度の最適化、樹脂温度の上昇、ゲートサイズの拡大 |
| ガス焼け(Burn Mark) | 樹脂末端部やガス溜まりに焦げが生じる | ガスベントの追加・清掃、射出速度の低下 |
三幸は金型設計・製作と射出成形を同一工場内で行うため、不良原因の切り分けと金型修正・条件調整を同時に進められます。トラブルの解決速度と精度を両立しています。
よくある質問
-
クリーンルームはありますか?
弊社は現在、クリーンルームを有しておりません。無塵下でなくとも生産可能な品目に関して、量産を承ります。
-
金型メーカーなのに成形を任せても大丈夫?
弊社には現在、2級プラスチック射出成形技能士が2名在籍しております。 うち一人は、約30年成形メーカーに勤務しておりましたので、安心してお任せください。
-
移管したその日にトライできますか?
該当の金型と成形材料となる樹脂さえあれば、基本的に可能です。また、成形品のサンプルなどがありましたら、参考までにお持ちいただければ幸いです。 -
最少ロットはどれくらいですか?
100個/1lotの受注実績がございます。それ以下からの試作成形なども承れますが、ご発注数量によっては単価が調整される場合がございます。お見積り時にロット別の単価をご提示しますので、一度ご相談ください。 -
夜間・休日対応は可能ですか?
現在夜間・休日は稼働しておりませんが、ロットの大きさやお客様のお急ぎの度合いによっては、生産することが可能です。緊急のご依頼は、お問い合わせの際にその旨をご記載ください。