「理想的な成形条件」は存在する?― 科学的根拠に基づいて ―
理想的な成形条件の定義
今回は永遠のテーマともいえる、射出成形における「理想的な成形条件」について考えたいと思います。理想的条件とは、単に不良を出さない条件というだけではなく、少なくとも以下のような要素も、同時に満たしていなければなりません。
-
品質:寸法安定性・外観・機械特性が、お客様の要求仕様を満たす
-
再現性:同一品質を安定して再現できる
-
生産性:サイクルタイム・コストともに最高効率、最高歩留まりである
全てに非がない条件、というのはなかなか難しいですが、これらのバランスが最も絶妙なラインを、理想的と呼べそうですね。
この考え方は材料学の研究分野でも共通しており、成形条件は「品質とサイクルタイムを同時に最適化する多目的問題」として扱われています。
完璧な条件を作る難しさ
射出成形は、複数のパラメータが相互に干渉する、言ってみれば非線形の製造プロセスです。
たとえば、樹脂の溶融温度や金型の冷却/加熱温度、樹脂の射出圧力・速度、保持圧力とその時間、樹脂の固化を待つ冷却時間などです。これらは単独で作用するのではなく、互いに影響し合いながら、金型内部での樹脂の流動や配向、収縮を決定づけます。
そのため、成形条件の見極めには成形現場での実務経験を積むことも当然大切ですが、単純な経験則だけでは最適条件に到達しにくい、という奥の深い技術になっています。
成形条件を構成する主要なパラメータ
さまざまな研究のおかげで、樹脂成形品にとって主だって影響が大きいパラメータは以下の5つであることが、現在の成形現場でも常識となっています。
1.樹脂の溶融温度
射出動作を行うにあたり、樹脂はあらかじめ溶かしておく必要があります。どの程度溶かすか(ドロドロなのか、サラサラなのか)という判断は、樹脂の流動性や金型への充填性に結びつきます。
溶融温度が高すぎると樹脂が熱分解されガスが発生しガス焼け・ガスショートの原因になるほか、成形後の収縮率も大きくなり、寸法を狙えません。しかし、反対に低すぎると、今度は形状の末端や狭いところに充填できず、ショートショットの原因になったり、無理に充填させるので結果として残留応力が大きく、割れや反りを引き起こすなどの問題もあります。
使用する樹脂、充填先の金型仕様や製品形状に合わせた、適正範囲での温度設定が必要です。
2. 金型温度
金型は冷却しなければ充填された樹脂につられて温度が上昇し続けるので、通常水などで冷却を図ります。一概に高ければよい、低ければよいと言えるものでもないので、品質とサイクルタイムのトレードオフをどのように判断するか、という技能者の腕にかかります。
高温であればじっくり応力を取り除きながら固化を待てるので、変形などを引き起こしづらくなりますが、その分サイクルタイムが伸びてしまいます。反対に低温であれば、サイクルタイムを収縮できるので生産効率は上がりますが、急速に冷却されるのは表面だけなので、内部に残された応力が悪さを引き起こすリスクが高まります。
3.射出圧力・保圧(保持圧力)
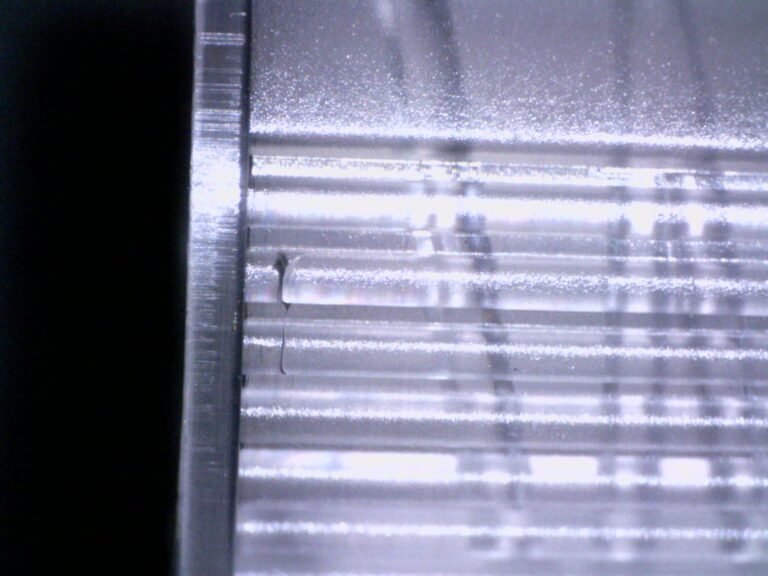
射出圧力(以下、射出圧)とは、文字通り樹脂を射出する圧力の高さです。樹脂が金型に入り込む圧力が弱いと、成形品表面がひけてしまったり(通称ヒケ)、中に気泡が残るボイドと呼ばれる不良を引き起こします。反対に高いと、金型を内部から無理やりこじ開けようとする樹脂の力でバリが発生したり、限界まで充填されていれば内部応力も相当に高まると考えられます。
また、保持圧力とは冷却による体積の収縮分を、少しの間圧をかけ続けることで補う力のことです。射出圧で勢いよく充填されるのは、成形品でいうと表皮一枚分であり、出てくるものはほぼ空隙です。保圧は少しの間スクリュー前端で圧をかける工程ですから、空隙があれば樹脂も充填されるのでしっかり詰まった成形品が出来上がります。射出圧が餃子の皮、保圧が餃子のタネのようなものだと考えると、わかりやすいですね。 保圧もかけすぎれば、餃子の皮に対してタネが多すぎるようなものですから、金型を開こうとする力や、外側へ飛び出そうとする力が働き、バリや応力変形の原因となります。
保圧もかけすぎれば、餃子の皮に対してタネが多すぎるようなものですから、金型を開こうとする力や、外側へ飛び出そうとする力が働き、バリや応力変形の原因となります。
4.射出速度
射出速度も、文字通り樹脂を射出する速度です。この速度はスクリューの前進速度のことを指すので、射出圧との違いがややこしいですが実際には測定しているポイントが違います。射出速度が速いと充填性は良いのですが、抜けきれなかったガスを巻き込んで強度不良や外観不良を引き起こす場合があります。逆に遅いと、狭いところに樹脂を充填できなかったり、樹脂がそこそこ固化した状態で合流することでウェルドラインを作ったりすることがあります。
5.冷却時間
成形品を安定した状態で取り出すため、保圧終了後少しの間機械がストップします。一見するとロスタイムですが、この工程なしには正確な形状や寸法を出すことは不可能なため、成形加工メーカーにとってここが一番腕前が問われる部分です。1秒でも無駄にしたくないが、成形品が許容品質なのは大前提、というジレンマの中で、技能士は冷却時間を絶妙に追い込みます。
もちろんこのほかにも複数の条件が絡み合っていますが、成形現場で問題が起きたときに注目すべき主要因がこれらになります。
理想の条件は「点」ではなく「窓」
重要なのは、理想条件は「点」ではなく「プロセスウィンドウ(通過してよい領域・範囲=窓)」として存在するという考え方です。
いずれの実験研究でも、溶融温度・金型・保圧を複数の水準で組み合わせ、良品が得られる「条件の窓」を定義していることが分かります。これは、私たちの成形現場でも極めて重要なことで、窓を極限まで絞って自社ノウハウとして抱えていれば、材料のロットによる物性の誤差や季節の変動、エンジニアの交代に対しても安定生産が可能になります。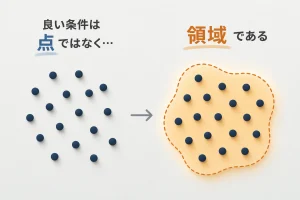
理想条件を作るための実務アプローチ
再現性の高い成形条件を作るためには、手順を設けて取り組むのも有効かもしれません。
STEP1:基準条件の設定
材料ごとに、メーカーが推奨するざっくりとした条件と、各々がお持ちの過去実績からスタート。
STEP2:支配因子の特定
温度・圧力・冷却時間などの数字を総当たりし、どれが効いているかを見極めます。
STEP3:DOE(実験計画法)
次に、一因子ずつではなく、条件の組み合わせで評価で評価します。タグチメソッドや応答曲面法などで、組み合わせを「見える化」するのも有効です。
 タグチメソッドの直交表を使えば、成形条件を4因子(成形条件の変数の数)3水準(各条件を3段階のレンジとする)で検討する場合、完全実施で3の4乗回(81回)の実験が必要なところ、わずか9回の実験で最適条件を見出せます。
タグチメソッドの直交表を使えば、成形条件を4因子(成形条件の変数の数)3水準(各条件を3段階のレンジとする)で検討する場合、完全実施で3の4乗回(81回)の実験が必要なところ、わずか9回の実験で最適条件を見出せます。
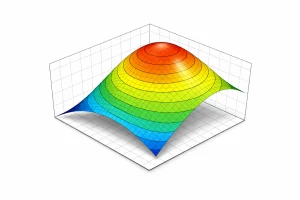 応答曲面法は、因子A(入力、X方向)と因子B(入力、Y方向)の組み合わせの中で、応答(出力、Z方向)が高かった組み合わせを視覚的に表すことができます。
応答曲面法は、因子A(入力、X方向)と因子B(入力、Y方向)の組み合わせの中で、応答(出力、Z方向)が高かった組み合わせを視覚的に表すことができます。
STEP4:プロセスウィンドウ化
前述にもありますが、良品範囲を点、つまり最も良かった頂点の条件ではなく、許容できる上下限の「窓」で打ち出します。
STEP5:条件表化
実験で得た数値と、射出成形機が出力してくれる波形(圧力プロファイル)で、条件表を作成します。
今回挙げたプロセスは一例ですが、特にSTEP2→STEP3の工程は、一度実験されてみると面白いのではないかと思います。